


ООО «Водоконструкции» имеет большой опыт работы по вводу в эксплуатацию насосных агрегатов и дальнейшему их обслуживанию. Наш сервисный отдел существует для того, чтобы обеспечить профессиональную центровку и пуск насосов. Склад запасных частей и насосов гарантирует, что мы сможем своевременно удовлетворить ваши требования.

Стоимость центровки соостности валов консольного насоса.
- Двигатель от 15 до 30 кВт 25 000,00 – 30 000,00 руб.
- Двигатель от 37 до 45 кВт 35 000,00 – 40 000,00 руб.
- Двигатель от 55 до 90 кВт 45 000,00 – 50 000,00 руб.
- Двигатель от 110 до 315 кВт 60 000,00 – 150 000,00 руб
В стоимость включены калибровочные пластины.
Выезд на объект заказчика – Москва (2500 руб.), Московская область (+30 руб./км.)
При работе используется оборудование производства компании SKF
портативный лазерный прибор / калибровочные пластины


ООО “Водоконструкции” является сертифицированным сервисным центром и официальным партнером брендов Wilo, DAB, KSB, Fancy




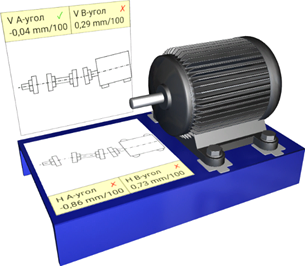
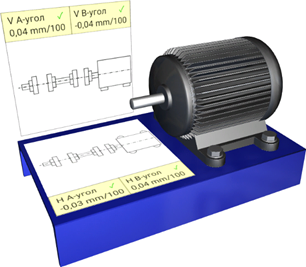
Пример реального заказа сервисного центра Водоконструкции. Заказчик обратился с проблемой сильного биения на низких оборотах.
Представлены результаты диагностики до и после центровки.




Нарушения при монтаже и пуско-наладке
Провести центровку валов, обеспечить смещения в пределах допусков
Фундамент и крепление к нему не соответствуют требованиям
Масса бетонного фундамента должна быть в 1,5-2 раз больше массы оборудования, которое оно поддерживает. Опорные плиты должны быть толстыми и жесткими, чтобы предотвратить искажение при приложении крутящего момента. Удерживающие болты должны быть связаны с бетоном, а не просто удерживаться на месте трением. На приводах 2,2 – 11 кВт используются болты диаметром 16 мм, от 15 – 75 кВт – болты 20 мм, для 100 кВт и выше – болты 25 мм.
Компоненты насоса повреждены или изношены
Проверить подшипники. Заменить гнутые валы. Проверить муфту, ее износ.
«Мягкая лапа» – зазор между одной из лап двигателя/насоса и фундаментом
Проверить контакт лап агрегата с опорной плитой или рамой. Легко опустить лапу с помощью прижимных болтов, но в результате получается агрегат с напряженными внутренними деталями. Используйте подкладки из нержавеющей стали под каждой лапой
Чрезмерные нагрузки от трубопроводов
Проверить, чтобы соединительные болты могли скользить в отверстиях фланцев от руки.
Выход из строя опор и крепежа агрегата
Отремонтировать и восстановить

 Абрамов МаксимДолжность: Сервисный инженерОпыт работы: 3 года
Абрамов МаксимДолжность: Сервисный инженерОпыт работы: 3 года
 Таимов РустамДолжность: Генеральный директорОпыт работы: 21 лет
Таимов РустамДолжность: Генеральный директорОпыт работы: 21 лет Панасенко СергейДолжность: Сервисный инженерОпыт работы: 10 лет
Панасенко СергейДолжность: Сервисный инженерОпыт работы: 10 лет Волобуев АлександрДолжность: Сервисный инженерОпыт работы: 5 года
Волобуев АлександрДолжность: Сервисный инженерОпыт работы: 5 года Дарвишев ЭлдорДолжность: Сервисный инженерОпыт работы: 6 лет
Дарвишев ЭлдорДолжность: Сервисный инженерОпыт работы: 6 лет Наточий ДенисДолжность: Сервисный инженерОпыт работы: 6 лет
Наточий ДенисДолжность: Сервисный инженерОпыт работы: 6 лет









